


























































 фото")





 Зварювальні роботи - не що інше, як процес створення нероз'ємних з'єднань за допомогою встановлення міжатомних зв'язків між матеріалами, які піддають зварюванні. З'єднання відбувається за рахунок місцевого або загального нагріву, пластичної деформації або спільному сприянні того і іншого. Результат зварювальних робіт, а саме, нероз'ємне з'єднання називається зварним з'єднанням. Як правило, до зварювальних робіт вдаються при необхідності з'єднати такі матеріали, такі, як пластмас або кераміка. Під час зварювальних робіт можуть використовуватися різноманітні джерела енергії:
Зварювальні роботи - не що інше, як процес створення нероз'ємних з'єднань за допомогою встановлення міжатомних зв'язків між матеріалами, які піддають зварюванні. З'єднання відбувається за рахунок місцевого або загального нагріву, пластичної деформації або спільному сприянні того і іншого. Результат зварювальних робіт, а саме, нероз'ємне з'єднання називається зварним з'єднанням. Як правило, до зварювальних робіт вдаються при необхідності з'єднати такі матеріали, такі, як пластмас або кераміка. Під час зварювальних робіт можуть використовуватися різноманітні джерела енергії:
- зварювальний дуга;
- електрика;
- газовий вогонь;
- лазерні промені;
- електронне випромінювання;
- тертя;
- ультразвук.
Однак, в даній статті піде мова про класичний спосіб здійснення робіт електродної зварюванням і про те, як правильно використовувати зварювальний інвертор в різних ситуаціях.
Переваги зварювального інвертора

Зварювальний інвертор - це джерело живлення, який застосовується при зварки. Принцип роботи даного апарат побудований на неоднозначному перетворенні вхідної напруги.
Переваг у такого пристосування чимало, а саме:
- В першу чергу, інвертор - це компактний апарат. Такими розмірами, як у нього, не може похвалитися не один апарат для аналогічних робіт.
- Інвертор видає чистий стабільний постійний струм, застосовуваний для зварювання. Він не залежить від коливань вхідного напруги.
- Мала кількість бризок під час зварювальних робіт, тобто невелика пульсація струму. У свою чергу, це зменшує обсяги робіт по рятуванню від шлакових утворень, тобто, зменшує необхідність в шліфовці зварного з'єднання та прилеглих, в момент роботи, поверхонь.
- У інверторів регулювання зварювального струму поступова, причому, нижня межа у нього всього кілька ампер. А це означає, що за допомогою інвертора можна виконувати навіть найделікатніші роботи без ризику отримати поганий результат.
Є у інверторів і інші переваги, які полягають в його функціонал. І так, функції, які полегшують, і сприяють процесу зварювання - це:
- Функція гарячого старту відповідає за моментальний запуск. Також гарячий старт надає додатковий імпульс в автоматичному режимі, а це, в свою чергу, сприяє швидкій підготовці апарату до роботи.
- Захист від залипання, що запобігає залипання електрода. Ця функція автоматично активується, якщо є загроза появи струму короткого замикання. Дана здатність також перешкоджає прилипанню електроду до матеріалу, захищає електроди від перегрівання і небажаного засліплення, забезпечує певний захист держателю електрода.
- Найважливіша функція - це захист від короткого замикання. Працює автоматично після активації захисту від залипання. Вона зменшує зварювальний струм, запобігає залипання електрода і вступає в дію, якщо інвертор залишили включеним. Таким чином, апарат захищається від перегріву і зберігає свої робочі дані.
- Інвертори - лідери серед низького електроспоживання, в порівнянні з іншими засобами. Вони економічні настільки, наскільки це було можливо зробити. Функціонують від звичайної побутової мережі (220 В).
- Можливість здійснювати зварювальні роботи короткою або довгою дугою значно покращують результат роботи. Тобто інвертор більш акуратний в роботі, якщо його правильно використовувати.
- Будь-інвертор має вбудований захист від перепадів напруги, а це важливо для апарату, від якого вимагається стабільність і якість в роботі.
Техніка зварювального процесу
Зварювальний процес за допомогою інвертора - справа нескладна, просто необхідно набити руку і придбати достатньо досвіду, щоб зварювання пройшла швидко, а результат був якісним.
1. І так, в першу чергу, слід налаштувати струм і підібрати, відповідний з нагоди, електрод. Як правило, використовується електрод діаметром від 2 до 5 мм. Зварювальний струм виставляється з урахуванням товщини оброблюваного матеріалу. Як правило, на инверторе зазначена необхідна сила струму. Важливо! Якщо майстер піднесе електрод до матеріалу занадто швидко - він може залипнути. Далі необхідно підключити клеми маси до зварюваної поверхні. Якщо майстер не знає, як це зробити, можна подивитися в Інтернеті відео на цю тему.
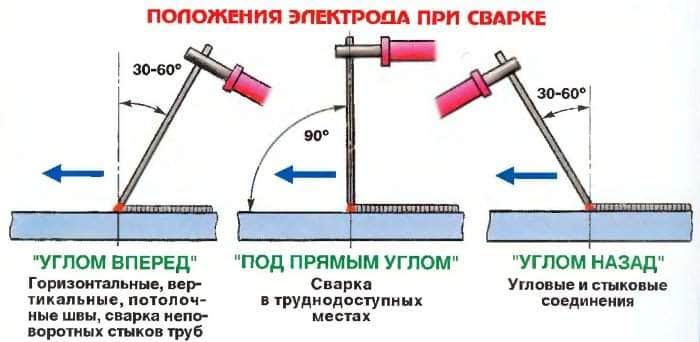
2. Процес зварювання починається після підпалу дуги. Важливо! Електрод до матеріалу слід підносити під кутом. Не треба притискати надовго електрод до матеріалу - потрібно короткочасно доторкатися ним до необхідного місця. Ця маніпуляція його активує. Далі слід притискати електрод до місця зварювання, пропускаючи певну відстань між швами. Як правило, ця відстань дорівнює діаметру обраного електрода. Таким чином, будуть виходити шви у вигляді точок.
3. Після закінчення роботи, шлакові елементи, або окалина, прибирають за допомогою маленького молотка або будь-якого іншого важкого пристосування.
Безпека понад усе

У інвертора є захисні функції, які оберігають апарат від небажаних наслідків роботи. Проте, захист необхідний і майстру. Щоб захистити себе від іскор, які можуть викликати опіки і навіть сліпоту і інших неприємних моментів є комплект одягу зварника, який повинен бути - це:
- Грубі рукавички. Важливо! Ні в якому разі, не використовувати гумові, латексні рукавички або рукавички з тонкого матеріалу.
- Захисний шолом. Спеціальні шоломи у великій кількості випускають виробниками інверторів і мають, як побутову, так і професійну спеціалізацію.
- Куртка з грубої тканини. Товста куртка, з щільно прилеглим відворотом, щоб іскра не потрапила на шкіру через рукава.
Особливості вибору електрода
При инверторной зварюванні використовуються електроди плавиться типу. Проводять їх зі спеціальної дроту. Існують електроди:
- леговані;
- вуглецеві;
- високолеговані.
Всі електроди діляться на дві категорії:
- Призначені для з'єднання відповідальних металевих конструкцій;
- Призначені для простого застосування.
Для зварювання відповідальних матеріалів рекомендуються електроди УОНИ, для звичайних зварювальних робіт - АНО або МР-3. УОНИ - електроди складні і з ними новачки можуть просто-напросто не впоратися. А ось АНО і МР-3 для «учнів» підійдуть ідеально.
На даний момент, особливо популярні електроди:
- УОНИ-13/55 серед фахівців;
- МР - 3С при високих вимогах до результату;
- МР - 3 для універсального застосування;
- АНО універсальні.
Поширені помилки
Деякі помилки, ми побіжно розглянули вище - це:
- Залипання електрода при швидкому піднесенні електрода до матеріалу;
- Піднесення електрода під прямим кутом по відношенню до матеріалу.
- Використання невідповідних рукавичок в роботі, які пропалює і плавляться.
Є помилки, які може допустити майстер під час роботи, а це в свою чергу спричинить за собою неякісний результат, наприклад:
- Нерівномірний рух електрода;
- Уповільнення переміщення електрода;
- Занадто швидкий нахил електрода.
Також, неякісної робота може бути в результаті:
- Використання застарілого обладнання;
- Неправильне зберігання матеріалу для роботи;
- Неправильний вибір температури підігріву і невідповідна температура матеріалу;
- Недотримання правил експлуатації і обслуговування устаткування;
- Неякісні зварювальні матеріали;
- Невірна підготовка зварювального шва;
- Відсутність своєчасної заміни взаємозамінних елементів.




























 в генераторі - принцип роботи та особливості фото")

 або асинхронний (Бесщеточний) - принцип роботи та особливості фото")








